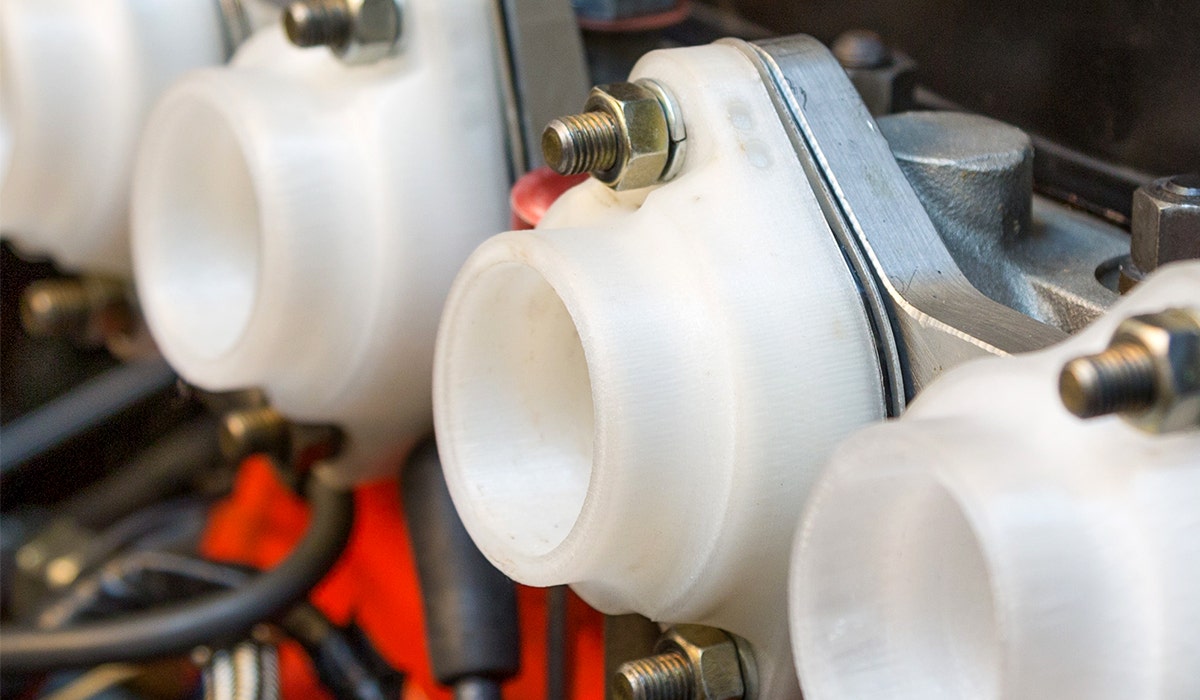
How to print with colorFabb_HT
To get the best possible quality out of any 3D printing material it’s important to match the slicer settings with the material which is used. On this page we’ll run through the most important settings and suggest good starting values for various printers. If your machine isn’t in our list use the general recommended settings.
In the table below you can quickly find values for your machine, scroll a bit further down to read more about each settings.
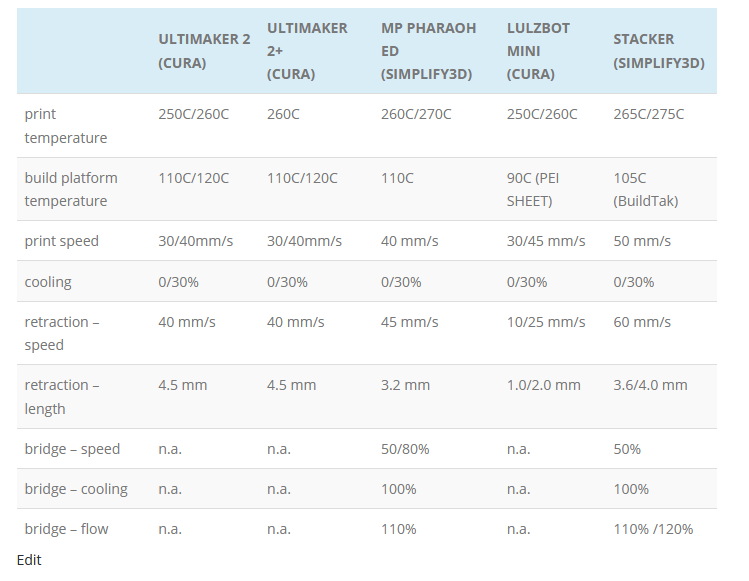
HEATED PLATFORM
For printers with glassplate as build surface we recommend high temperatures of 110/120C. For most small to medium sized part this should be sufficient.
For bigger parts with a larger flat surface touching the buildplate you might need more adhesion to keep the part from warping. In this case BuildTak plate can help prevent warping.
PRINTING TEMPERATURE
Flow of material in mm3/s = (layerheight*nozzle width)*print speed
When considering normal settings such as 0.2mm layerheight and 50 mm/s speed we recommend for most machines a processing temperature of 260/280C.
At 0.1mm and 50mm/s temperature might be lower towards 250/270C.
Make sure your machine can reliably work at these elevated temperatures, not all 3D printers are able to go beyond 250C / 260C.
COOLING
This will results in better layer adhesion, but also less issues with warping of the material.
We also like the option of only activating layer cooling for the perimeter lines, the infill is not cooled and therefore should maintain best possible layer adhesion.
BRIDGING
We recommend slower printing on bridges, since there’s no material to support the printed line we don’t want to ‘break the melt’ by moving too fast. Slowing down the speed when bridging helps retain the melt strength and also allows the printed line to cool down in mid-air.
Cooling can be set at 100% to help the cool down of the first printed lines.
If you can still see the melt break when printing a bridge, try and increase the flow or bridge perimeter width.
RETRACTION
PLA retraction values should be a good starting value for most machines. One can expect slightly higher values of retraction speed and retraction length. For more specific values have a look at our table above.
Coasting is a nice option included in Simplify3D. This is the act of stopping the extrusion just before a travel move is triggered, this helps get rid of the pressure in the hot-end and therefor also making a retraction move more effective.
MINIMAL LAYER TIME
For colorFabb_HT it’s also important to adjust the minimum layer time when you want to print without cooling for best layer adhesion.