How to print with steelFill
This post will share all our insights into printing with our brand new steelFill filament, so you can get the best possible results.
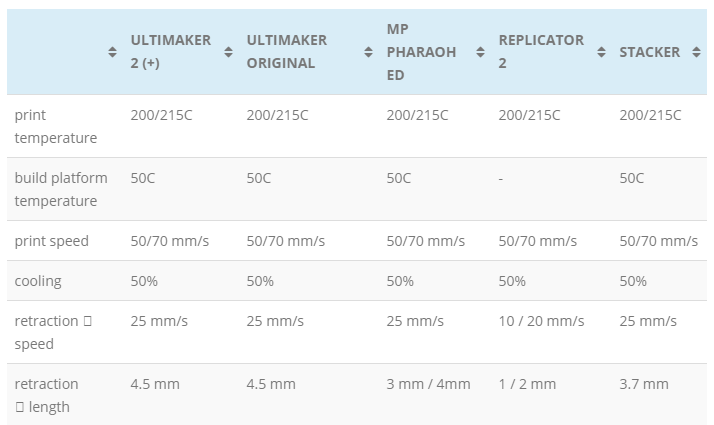
In the table below you can quickly find values for various machines, scroll a bit further down to read more about each setting.
Steel nozzles
The high steel content of the steelFill material makes this filament quite abrasive to brass nozzles. It’s not as bad as the carbon fiber, XT-CF20 materials, but can effect the print quality after printing 1.5 kg. Therefore it’s recommended for this grade of metal filled filament to print with abrasive resistant nozzles, for instance the E3D hardened steel nozzle, the JET RSS50 and performance 3-d Hercules nozzles.

Heated Platform
teelFill can be printed on a cold platform simply using blue painters tape. If your machine does include a heated buildplate then we recommend setting it to about 50C for nice flat bottom layers. When the 3D printer is finished printing the part let the platform cool back down to room temperature.
Layer height
For your first test prints with steelFill we recommend using layerheights of 0.2mm up to 0.27mm when using 0.4mm nozzles. Generally this will create a good amount of flow with most standard speed settings which will prevent heat from the hotend migrating through the filament into the cold end of the extruder.
When choosing smaller layerheights, remember to adjust either printspeed (more) or reduce temperature slightly to accommodate for the lower volume of material being extruded.
Printing Temperature
SteelFill is quite similar in performance to bronzeFill, for most machines the standard PLA printing temperature is a good starting point.
Cooling
steelFill will cool down quite effective and results in good overhang performance despite the added weight of the metal particles. For all materials we would advice to only use cooling if the model needs it. So if the model has lot’s of fine details, overhangs and pointy bits, cooling will be needed to keep these nice and crisp. Less cooling generally wil give better layeradhesion. Starting with 50% cooling is good to feel how the material behaves in your machine.
Retraction
Before you start tweaking the retraction values make sure you’ve found the sweet spot in terms of printing temperature and speed for your machine. PLA retraction values should be a good starting value for most machines. One can expect slightly higher values of retraction speed and retraction length.
Make sure to protect the filament from too many retraction on the same spot of the filament. The latest Cura 2.1 has such features, but also Simplify 3D has ways to prevent this from happening. Feeder pressure should be set so good teeth marks are visible without flattening the filament too much, if flattened too much the diamter might become too wide and will cause extra friction in the bowden tube or hot-end.
If you want to play it safe, then keep retraction settings at a minimum, most steelFill prints will need post processing anyway.





