How to print with copperFill
it’s about time to share our insights and tips on printing with copperFill 3D printing filament!
copperFill
A unique PLA filament with copper powder, made for desktop 3D printers. After bronzeFill it’s obvious that ‘makers’ want to print with other metals as well. Therefore we searched for a metal that would post process just as great as bronzeFill and be a true addition to any Makers filament portfolio. CopperFill shows a real nice reddish glow just like one would expect from a copper material. Side by side with bronzeFill the difference is obvious and makes a great complementing set of of materials.
BUILD PLATFORM
This filament will print great on both heated and non heated build platforms. For cold build platforms we generaly use blue painters tape which you can buy at any decent hardware store. We’ve noticed that copperFill has prety much no warping, it’s much better then regular PLA.
For heated build platforms we use a temperature of 55-60 C which will keep the print sticking to the platform. It can be printed straight on glass or with a bit of gluestick applied to it. We’ve also printed it succesfully on kapton tape with the same temperature settings.
HEAT MIGRATION WITHIN FILAMENT
Heat migration within filament is an important aspect of 3D printing and usually explains why some hot-ends work better then others, but also why some filaments need different settings then others. As soon as we introduce other fibers or powders in a PLA filament we influence the way heat migrates through the filament.
With copperFill this means that heat will travel through filament more efficiently, because of the metal particles. This results in two things; it will heat up easier in your hot-end and it will cooldown faster when leaving the nozzle.
The better cool down properties when leaving the nozzle means good performance on overhanging parts, this is a big plus for printing busts that often feature overhanging parts such as the chin, nose and ears.
The fact that the filament heats up easier in the nozzle usually means for most printers to print at lower temperatures and keep the filament moving through the nozzle by printing at relatively high speeds.
In case of the Ultimaker Original hot-end we’re noticing some issues with heat migration. Since 3mm (2.85mm) filament moves at slower speed through the hot-zone compared to 1,75 filament, there is more time for heat to migrate through the filament. This causes the filament to expand higher up, outside of the nozzle in the white Teflon piece were it can create friction. The same effect can be seen with the Ultimaker 2 hot-end. What this means is that printing with copperFill on Ultimakers requires patience and perseverance, so this is not recommended for novice users.
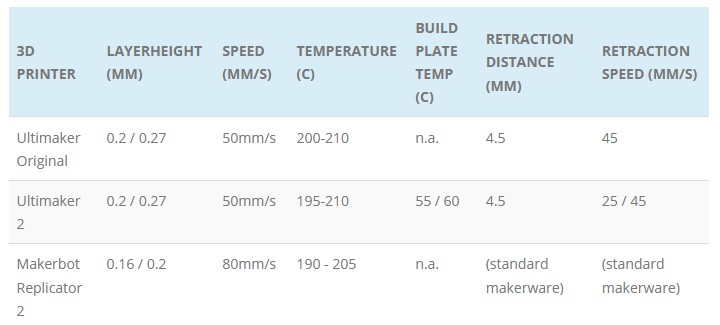
SLICER SETTINGS
The table below shows the most relevant slicer settings for Cura and Makerware. If you prefer to use a different slicer software you should be able to find similar settings and create your own profiles using these tables as a guideline.
SLICER PROFILES
POST PROCESSING
Post processing can be done with similar methods as the bronzeFill. One method we like best is using coarse steel wool to polish the print.
- Use coarse steel wool to polish the surface of the print. You can apply quite a bit of pressure but don’t polish a specific spot for too long, it’ll get hot and softens the material.
- The print should now look already quite shiny and exposed surfaces should be looking shimmer and be smooth without visible print lines. Next we apply a thin coat of black spray paint and immediately use a white cloth to wipe it off. Hard to reach places will stay slightly tainted black which enhances the contrast.
- Last step is using a copper polish which helps get to get the extra shine you would expect from a metal and also helps creating an interesting patina over time.




